De productie van een zaagketting
Het productieproces van de Longer zaagketting start met het ruwe materiaal.
Dit ruwe materiaal is SAE8660 Nickel-chroom-molybdeen steel (Het Canadese merk Oregon gebruikt hetzelfde materiaal voor hun professionele lijn zaagkettingen).
SAE8660 Nickel-chroom-molybdeen bestaat uit de volgende samenstelling:
Ni 0.55%
Cr 0.50%
Mo 0.20%
C 0.60 wt% (Carbon)

De zaagketting bestaat uit verschillende onderdelen, te weten:
- aandrijfschakels
- verbindingsschakel
- beitels
- klinkverbindingen
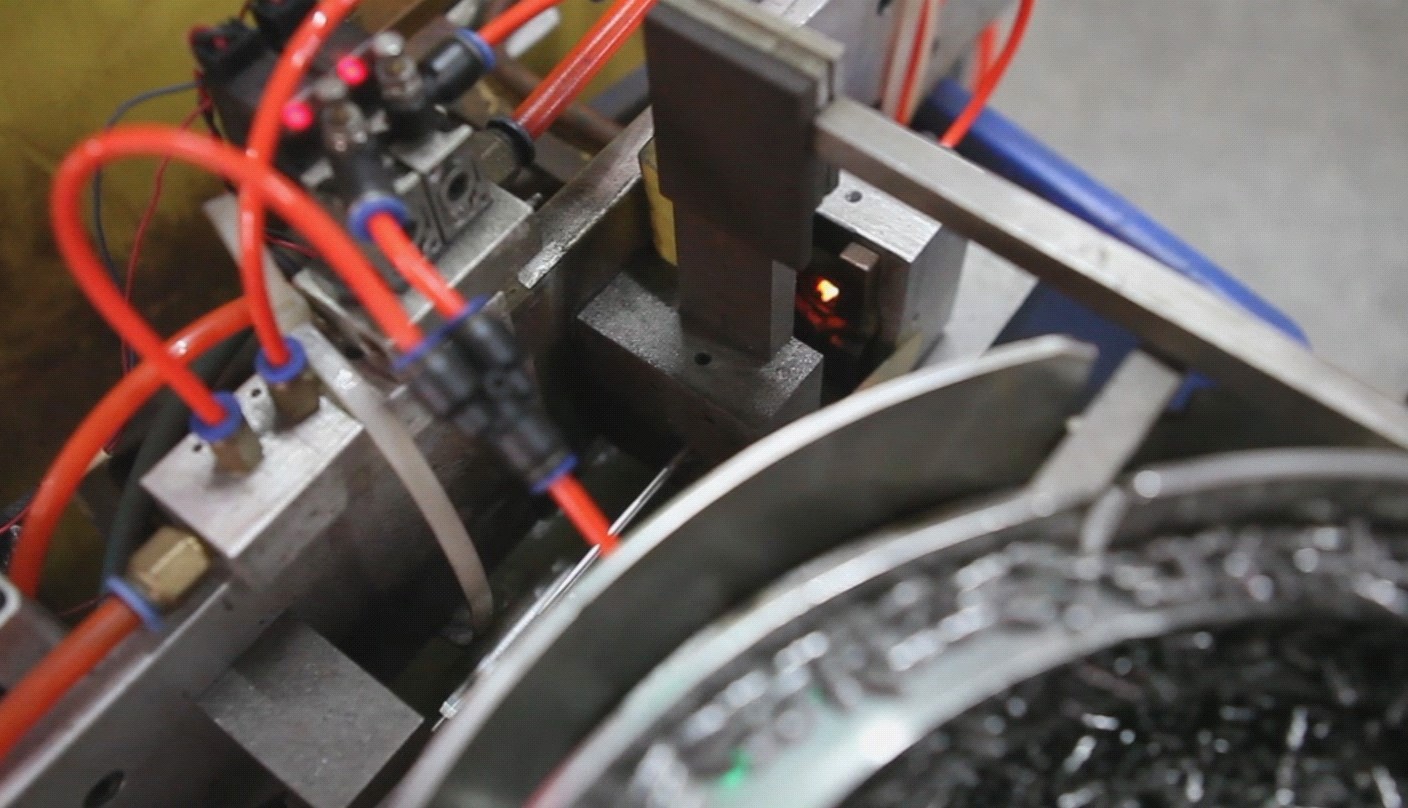
De verschillende onderdelen worden uit het ruwe materiaal vervaardigd door middel van stansen en koud vervormen. Op onderstaande foto’s zijn de verbindingsschakels en de klinkverbindingen te zien nadat deze uit het ruwe materiaal vervaardigd zijn.


Na het stansen en vervormen worden alle onderdelen automatisch op tolerantie gecontroleerd en gesorteerd.
Vervolgens vindt het hardingsproces plaats. Dit gebeurt dmv inductieharding.
Via een stroomspoel wordt door het wisselende magnetische veld en de weerstand van het staal, warmte ontwikkeld en kan het staal tot een bepaalde diepte onder het oppervlak worden gehard.
Hierdoor wordt de slijtvaste eigenschap van de zaagketting verkregen.
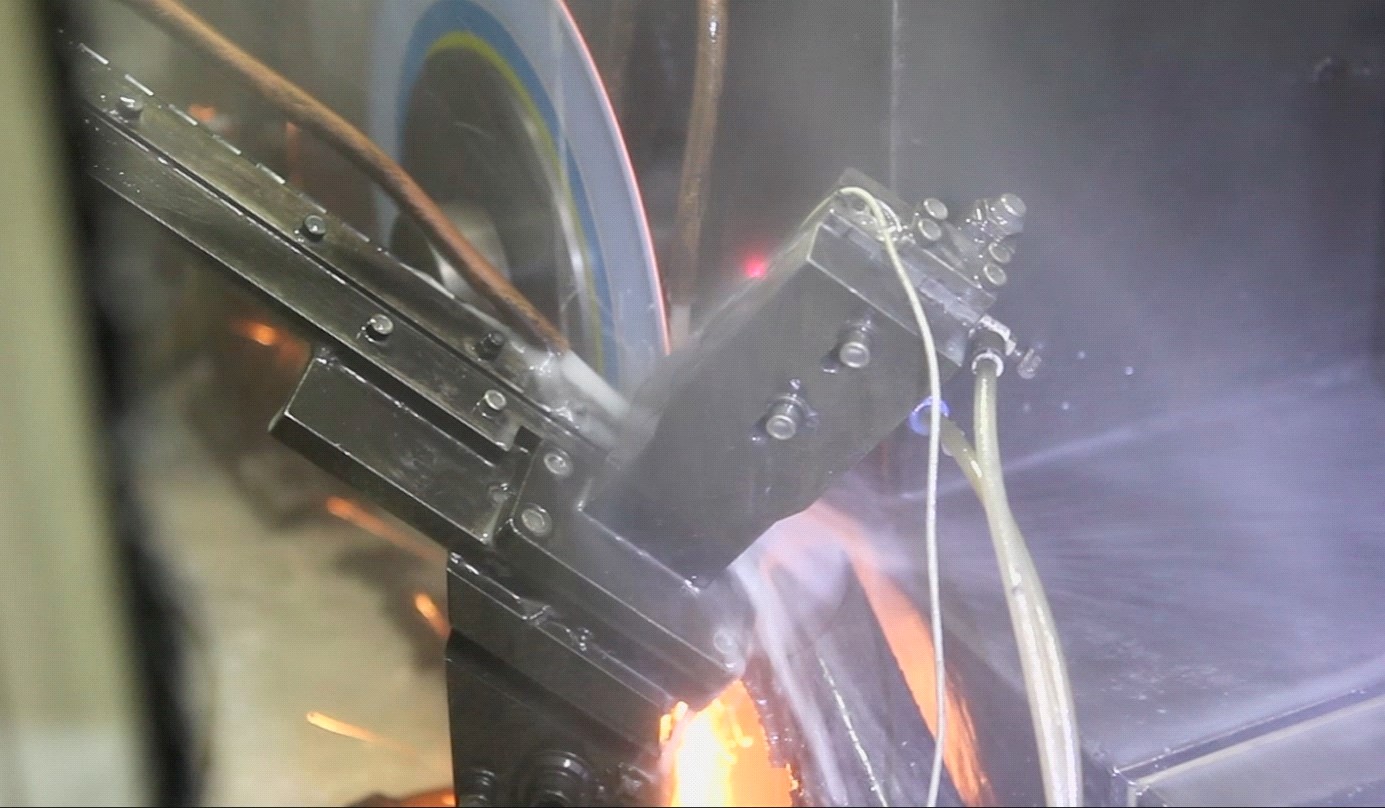
De beitel van de zaagketting heeft na het hardingsproces nog een nabewerking nodig: het aanbrengen van het snijvlak. Dit gebeurt met een geautomatiseerde slijprobot, waarbij de beitel continu gekoeld wordt, zodat het materiaal geen eigenschappen verliest door de plaatselijke verhitting. Zie onderstaande foto van het slijpproces:
Nu alle onderdelen vervaardigd zijn, kan de zaagketting worden geassembleerd.
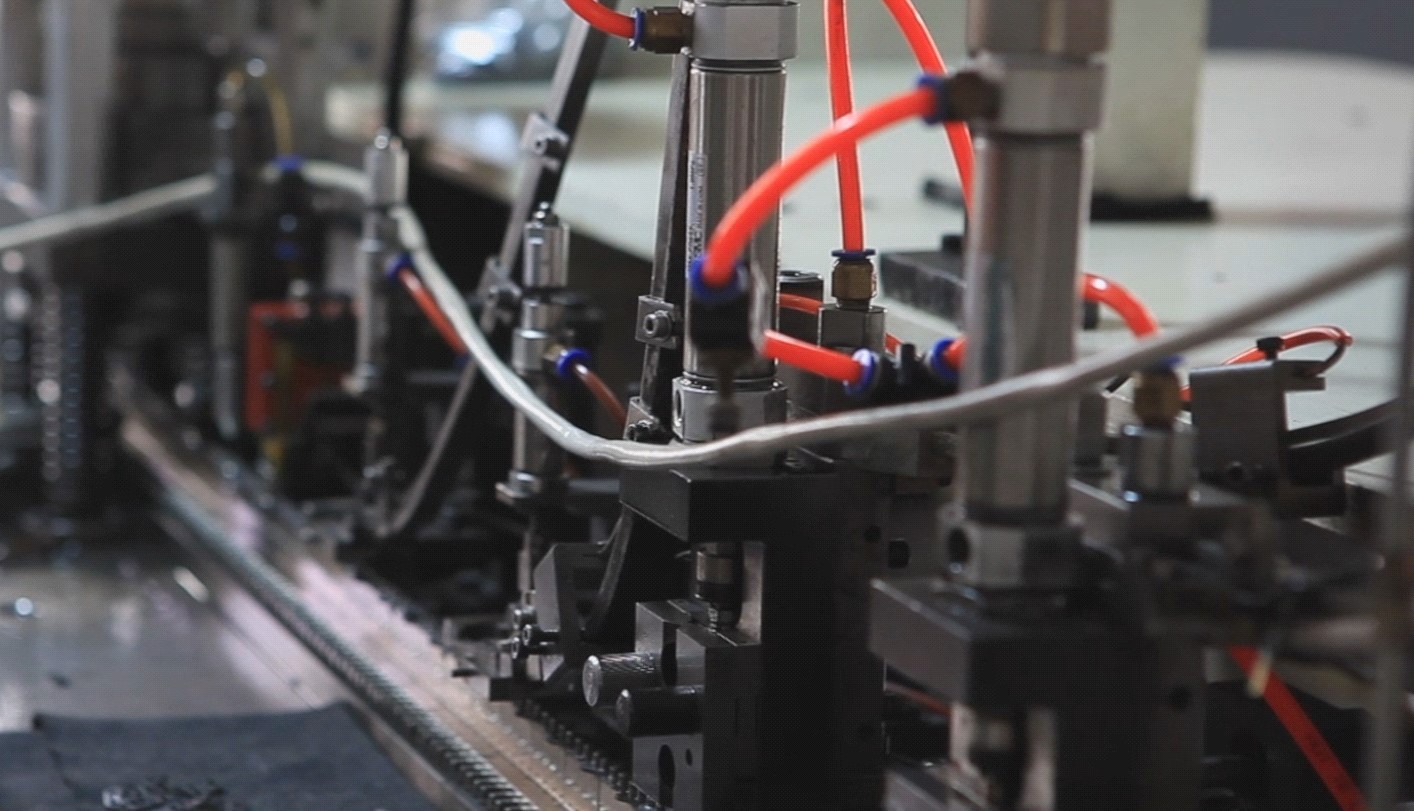
In de Longer fabriek gebeurt dit volledig geautomatiseerd met voor elk type zaagketting een aparte machine.
Op onderstaande foto’s een machine van dichtbij en de complete assemblagelijn.


Na het productieproces worden alle zaagkettingen voorgerekt.
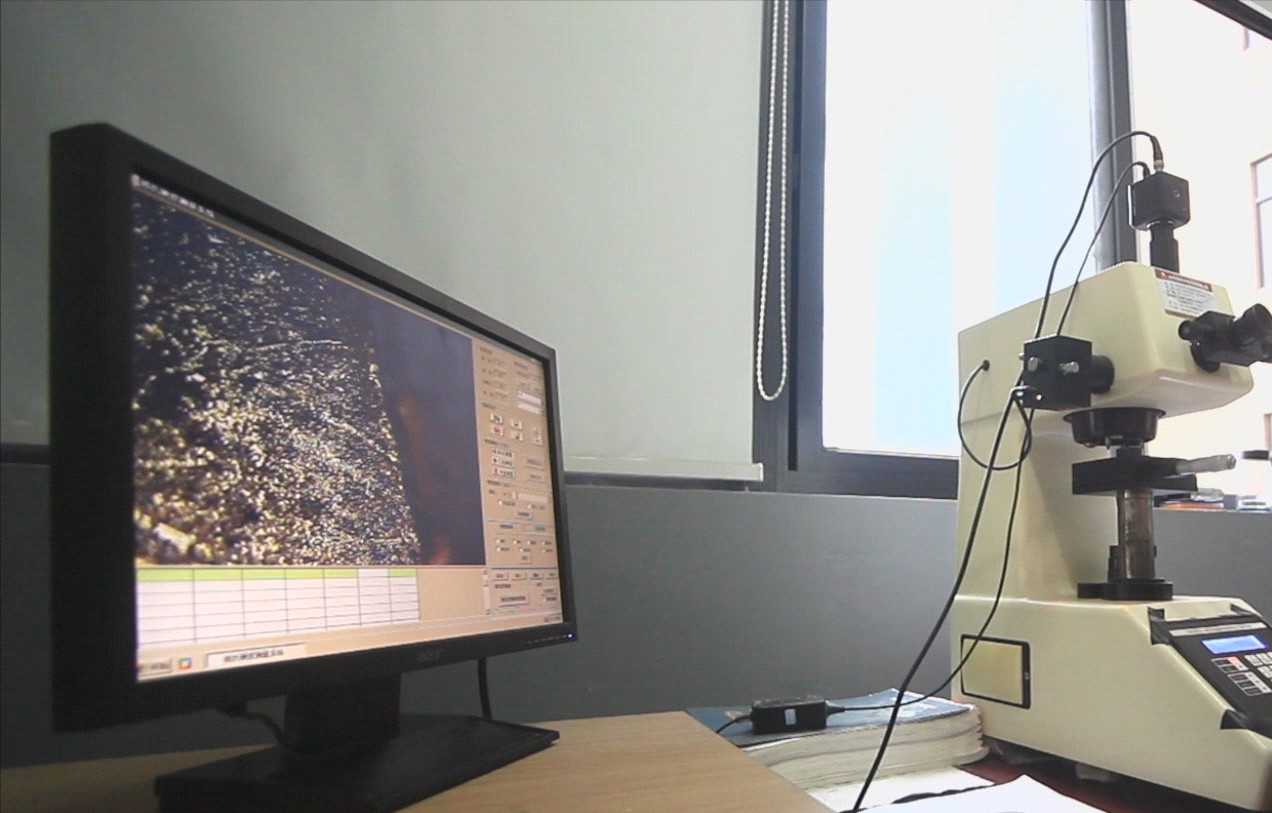
De kwaliteit wordt continu gecontroleerd en er worden steekproefsgewijs verschillende tests uitgevoerd.
De tests bestaan uit het onderzoeken van de materialen op moleculair niveau in het testlab.
Ook worden er belastingsproeven gedaan om standtijd en veiligheid te waarborgen.